Техническое обслуживание кшм двигателя
Техническое обслуживание кшм двигателя
В процессе эксплуатации надежная работа кривошипно-шатунного механизма обеспечивается своевременным уходом за ним, применением для смазки масел, рекомендуемых заводом-изготовителем.
Неисправности в кривошипно-шатунном механизме возникают в результате изнашивания поршневых колец, поршней и гильз цилиндров, коренных и шатунных подшипников и шеек коленчатого вала, поршневых пальцев, отверстий в бобышках поршня или бронзовых втулок верхней головки шатуна, повреждения прокладок головок блока цилиндров или ослабления крепления головок блока. Внешними признаками указанных неисправностей являются характерные стуки, которые прослушиваются с помощью стетоскопа. Его наконечником прикасаются к различным местам двигателя и по характеру стука или шума определяют вид неисправности.
Для того чтобы по стуку (шуму) правильно определить причину его появления, нужно знать характер стуков при различных неисправностях. Так, стуки поршней характеризуются глухим щелкающим звуком, который прослушивается выше плоскости разъема картера при резком уменьшении частоты вращения коленчатого вала сразу после пуска холодного двигателя.
Рекламные предложения на основе ваших интересов:
Стук коренных подшипников сопровождается сильным, глухим, низкого тона звуком, прослушивается в плоскости разъема картера двигателя при резком изменении частоты вращения коленчатого вала.
Стук шатунных подшипников более резкий и звонкий по сравнению со стуком коренных подшипников. Прослушивается в зоне вращения кривошипа соответствующего цилиндра. Исчезновение или заметное уменьшение стука при выключении зажигания или форсунки в этом цилиндре свидетельствует о неисправности подшипника.
Стук поршневого пальца, резкий, звонкий, высокого тона, слышен в зоне расположения цилиндров, в местах, соответствующих верхнему и нижнему положениям поршневого пальца, при изменении частоты вращения коленчатого вала двигателя. Однако этот стук не следует смешивать с детонационными стуками, которые появляются при большом угле опережения зажигания и исчезают при его уменьшении.
Минимальная частота вращения коленчатого вала на холостом ходу карбюраторных двигателей должна составлять 400—450 об/мин, а у дизелей – 500-600 об/мин.
Все перечисленные неисправности, связанные с изнашиванием деталей кривошипно-шатунного механизма, устраняются при ремонте двигателя.
Снижение мощности двигателя (двигатель “плохо тянет”) часто происходит из-за увеличенного износа рабочих поверхностей деталей цилиндропоршневой группы – поршня, гильзы цилиндра, компрессионных колец, а также неплотного прилегания клапанов к седлам, повреждения прокладки головки блока цилиндров или ослабления крепления головки блока цилиндров. Эти неисправности вызывают потерю компрессии — снижение давления в цилиндре в конце такта сжатия. Потеря компрессии возникает также при поломках или “залеганиях” компрессионных колец в канавках поршня, что бывает следствием перегрева двигателя, применения масла, не предусмотренного заводом-изготови-телем, или длительной работы двигателя под нагрузкой при пониженных температурах охлаждающей жидкости. При этом в камере сгорания на стенках головки, цилиндра, днище поршня, головках клапанов откладывается нагар, образование которого происходит также вследствие износа поршневых колец и цилиндров, работы двигателя при повышенном уровне масла в картере, перебоев в зажигании и работы двигателя на богатой смеси.
Рис. 5. Компрессометры:
а —для карбюраторных двигателей; б — для дизелей; 1 — корпус; 2 — манометр; 3 — штуцер; 4 – прокладки; 5 — контргайки; б — трубка; 7 — резиновый наконечник; 8 — золотник; 9 — стержень золотника; 10 — выпускной клапан; 11 — шланг; 12 — переходник; 13 —зажимная гайка; 14 — клапан; 15 — пружина клапана; 16 — седло клапана; 17 — наконечник
Давление сжатия проверяют с помощью компрессометра (рис. 5) на прогретом двигателе при температуре охлаждающей жидкости 75—80 С. Проверка производится при снятых форсунке или свече зажигания и установленном вместо них наконечнике компрессометра.
Нормальное давление сжатия в цилиндрах должно быть не менее 3,0 МПа при частоте вращения коленчатого вала 500 об/мин для дизелей КамАЗ-740, ЯМЭ-236, 238. Разница в показаниях компрессометра по цилиндрам не должна превышать 0,2 МПа. В цилиндрах карбюраторных двигателей при провертывании коленчатого вала с помощью стартера на 12—15 оборотов давление сжатия (МПа) составляет: для двигателя ЗИЛ-130 0,75-0,85, Урал-375 – 0,7, 3M3-53 – 0,75-0,78. Разница в давлении по цилиндрам допускается 0,05 МПа.
Снижение давления масла в системе в основном связано с увеличением зазоров в подшипниках коленчатого вала в процессе их изнашивания. Устраняется эта неисправность при ремонте двигателя. Однако прежде всего надо убедиться в наличии необходимого количества масла в поддоне двигателя и исправности манометра.
Повышенный расход масла и увеличение дымности отработавших газов могут быть результатом “залегания” поршневых колец или повышенного их износа, а также результатом подтекания масла через неплотности в соединениях. Последние неисправности устраняются путем подтяжки штуцеров, пробок и креплений агрегатов и узлов системы смазывания, соединения шлангов, замены уплотнительных элементов или изношенных поршневых колец.
Для устранения “залегания” поршневых колец необходимо двигатель прогреть, а затем залить в каждый цилиндр через отверстия для свечей или форсунок 20-25 г смеси равных частей керосина и денатурированного спирта на 8-10 ч. После этого в цилиндры заливают немного масла, пускают двигатель и дают ему проработать 20—25 мин. Размягченный нагар выгорает и выбрасывается с отработавшими газами. Закончив операцию удаления нагара, необходимо заменить масло в картере двигателя.
Если указанный способ не дает положительного результата, то для удаления нагара необходимо произвести частичную разборку двигателя со снятием головок цилиндров и прокладок. Для размягчения нагара его необходимо обильно смочить с помощью ветоши керосином и спустя несколько часов удалить его деревянными или текстолитовыми скребками с днищ поршней, головок клапанов и цилиндров. После очистки рекомендуется поверхности деталей промыть керосином.
Если двигатель работал на этилированном бензине, то перед очисткой нагара необходимо детали смачить в керосине, соблюдая при этом правила обращения с ядовитыми отложениями этилированного бензина.
Чтобы не повредить прокладку головки, при ее снятии нужно соблюдать особую осторожность. Перед постановкой прокладки ее поверхности с обеих сторон натираются графитовым порошком для предохранения от пригорания к поверхностям головки и блока цилиндров. Места прокладки, прилегающие к отверстиям под болты или шпильки крепления головки блока, с обеих сторон смазываются специальной пастой для предупреждения проникновения воды к резьбовым соединениям.
Наличие воды в системе смазывания может быть результатом ослабления затяжки болтов (гаек) крепления головок блока цилиндров, стаканов форсунок, наличия трещин в головке или блоке цилиндров, а также нарушения уплотнения гильз с блоков цилиндров. Ослабленные болты (гайки) крепления головок блока цилиндров и стаканов форсунок следует подтянуть, а неисправности уплотнений гильз цилиндров (резиновых колец) или трещин в гильзах цилиндров и головках блока устраняются ремонтом двигателя.
Последовательность затяжки болтов (гаек) крепления головки блока цилиндров показана на рис. 6.
Плотность прилегания головки к поверхности блока обеспечивается правильной затяжкой болтов (гаек) крепления головок цилиндров. Для обеспечения равномерности затяжки и предупреждения коробления головки затяжку начинают с середины головки. У чугунных головок болты (гайки) затягивают на прогретом двигателе, а у головок из алюминиевого сплава — на холодном. Окончательную затяжку производят торцовым ключом с динамометрической рукояткой.
Рис. 6. Порядок затяжки болтов (гаек) крепления головки блока цилиндров двигателей автомобилей:
а – ГАЗ-53-12, -66-11, -14 “Чайка”; б – ЗИЛ-130, Урал-375Д, автобусы ЛиАЗ-677, ЛАЗ-695Н, -699Р; в – MA3-5335; г – ГАЗ-24, -3102 “Волга”; д – КамАЭ-5320; е – ЗИЛ-4331; ж – Икарус-260; 3 – торцовый ключ с динамометрической рукояткой
При слабой затяжке головки цилиндров герметичность цилиндров в последующем может быть нарушена, что может вызвать прогорание прокладки и попадание охлаждающей жидкости в цилиндр. В результате пуск двигателя затрудняется, двигатель на малых частотах вращения коленчатого вала работает неустойчиво, а иногда и останавливается. При сильной же затяжке болты (шпильки) растягиваются и могут даже оборваться.
Новгородским производственным объединением “Автоспецоборудо-вание” разработан и изготовляется прибор для определения технического состояния цилиндропоршневой группы двигателей — модель К59М. Он позволяет оценить техническое состояние цилиндров, поршневых колец, прокладки головки цилиндров, клапанов и регулировки зазоров в клапанном механизме. Переносный, пневматический. Работает на принципе измерения утечки воздуха, нагнетаемого в цилиндр неработающего двигателя через отверстие для свечи зажигания или форсунки. В комплект прибора входят воздушный редуктор; манометр со шкалой, про-градуированной в процентах утечки воздуха; регулировочный винт; калиброванное сопло; входной и выходной штуцера; шланг для соединения прибора с цилиндром; специальный штуцер, устанавливаемый в отверстие для свечи (форсунки); быстросъемные муфты, предназначенные для присоединения шланга магистрали сжатого воздуха к прибору и специальному штуцеру; звуковой сигнализатор для определения конца такта сжатия в первом цилиндре двигателя до начала проверки; набор шкал и стрелка, устанавливаемые в корпус и на кулачковую шайбу прерывателя для определения начала и конца такта сжатия в цилиндрах карбюраторного двигателя; шуп-индикатор для тех же целей при проверке дизеля; индикатор утечки (с наушниками).
Сжатый воздух в цилиндр двигателя подается через специальный редуктор или непосредственно из магистрали. В первом случае давление воздуха снижается до 0,16 МПа, что при полной герметичности цилиндропоршневой группы соответствует нулевой отметке шкалы манометра и является контрольной отметкой для отчета величины утечки воздуха при оценке общего состояния цилиндропоршневой группы. Если воздух в цилиндр подается непосредственно из магистрали, то давление в цилиндре 0,45 МПа устанавливается запорным вентилем магистрали по входному манометру, Повышенное давление в цилиндре позволяет по колебаниям пушинок в индикаторе утечки более четко увидеть и определить прорыв воздуха через поршневые кольца и прокладку головки цилиндров.
Техническое обслуживание кривошипно-шатунного механизма
При ЕО двигатель очищают от грязи, проверяют его состояние визуально и прослушивают работу в разных режимах.
При ТО-1 проверить крепление опор двигателя. Проверить герметичность соединения головки цилиндров, поддона картера, сальника коленчатого вала. При не плотном соединении головки с блоком, будут видны подтеки масла на стенках блока цилиндров. При неплотном соединении поддона картера и сальника коленчатого вала так же судят по подтекам масла.
При ТО-2 необходимо подтянуть гайки крепления головок цилиндров. Подтяжку головки из алюминиевого сплава производят на холодном двигателе динамометрическим ключом либо обычным без применения насадок. Усилие должно быть в пределах 7,5 – 7,8 кгс/м. Подтяжка должна производиться от центра, постепенно перемещаясь к краям и при этом должна идти крест на крест, без рывков (равномерно). Подтянуть крепление поддона картера.
СО 2 раза в год проверить состояние цилиндропоршневой группы.
Диагностирование неисправностей кривошипно – шатунного механизма
Двигатель не пускается
Слабая компрессия в цилиндрах ввиду износа поршневой группы
Двигатель работает с перебоями и не развивает номинальной мощности
Попадание в цилиндры воды из системы охлаждения
Изношены поршневые кольца
Засорена выпускная труба
Дымный выпуск отработавших газов
Закоксовывание поршневых колец
Износ поршневой группы
Двигатель не прогрет
Попадание воды в цилиндры
Стуки в двигателе
Изношены поршневые пальцы, отверстия в бобышках поршня и верхней головки шатуна
Изношены поршни и гильзы
Изношены вкладыши и шейки коленчатого вала
Состояние сопряжения поршень — поршневые кольца — гиль цилиндра можно оценить по количеству газов, прорывающихся картер. Этот диагностический параметр измеряют при помощи расходомера КИ-4887-1 (рис. 8), предварительно прогрев двигатель до нормального теплового режима.
Прибор имеет трубу с входных и выходным 6 дроссельными кранами. Входной патрубок 4 присоединяют к маслозаливной горловине двигателя, эжектор 7 для отсоса газов устанавливают внутри выхлопной трубы или присоединяют вакуумной установке. В результате разрежения в эжекторе картерные газы поступают в расходомер. Устанавливая при помощи кранов 5 и 6 жидкость в столбиках манометров 2 и 3 на одном уровне, добиваются, чтобы давление в полости картера было равно атмосферному. Перепад давления м/г устанавливают по манометру 1 одинаковым для всех замеров при помощи крана 5. По шкале прибора определяют количество газов, прорывающихся в картер, и сравнивают его с номинальным (л/мин):

Рис.8. Схема расходомера КИ-4887-1: 1–3 – манометры, 4 – входной патрубок, 5, 6 – краны, 7 – эжектор.
Внешние проявления неисправностей деталей цилиндропоршневой группы – (поршни, гильзы и поршневые кольца) следующие:
- – увеличение расхода масла на долив;
- – ухудшение пусковых качеств двигателя;
- – снижение мощностных и экономических показателей;
- – увеличение расхода картерных газов;
- – существенное ухудшение состояния картерного масла.
Диагностирование состояния деталей ЦПГ по указанным проявлениям достаточно затруднено, т.к. на них могут влиять неисправности других узлов и систем двигателя. Например, на пусковые качества двигателя наряду с износом и дефектами деталей ЦПГ могут влиять неисправности системы электрооборудования (аккумуляторных батарей, стартера, генератора) и раз регулировки топливной аппаратуры (увеличение угла опережения впрыска топлива, уменьшение пусковой подачи, снижение производительности подкачивающего насоса и др.). Поэтому при диагностировании деталей ЦПГ необходимо убедиться в исправности других узлов и систем двигателя, оказывающих влияние на работоспособность рассматриваемых деталей. Так, в случаях повышенного расхода масла на долив (выше 1,5 %) необходимо убедиться в отсутствии течи масла из двигателя и разгерметизации впускного тракта.

Рис.9 Прибор модели К-69М для определения технического состояния цилиндропоршневой группы двигателя: 1 — шланг от магистрали сжатого воздуха, 2, 11 — быстросъемные муфты, 3 и 8 — штуцера, 4 — редуктор, 5 — калиброванное отверстие, б — манометр, 7 — регулировочный винт, 9 — накидная гайка, 10 — шланг для присоединения прибора к двигателю, 12 — штуцер ввертываемый в отверстие для форсунки.
Работа прибора основана на измерении утечки воздуха, подаваемого под давлением в цилиндр неработающего двигателя через отверстие для форсунки.
Прибор состоит из редуктора, манометра со шкалой, проградуированной в процентах утечки воздуха, регулировочного винта, входного и выходного штуцеров, шланга для соединения прибора с цилиндром двигателя, быстросъемных муфт для присоединения шланга магистрали сжатого воздуха к прибору и штуцеру, ввертываемому в резьбовое отверстие для форсунки. К прибору прилагаются звуковой сигнализатор для определения конца такта сжатия в цилиндре двигателя перед началом проверки. Для определения начала и конца такта сжатия в дизелях используют щуп-индикатор. Если значение утечки воздуха при положении поршня в в. м. т. больше предельного, следует проверить стетоскопом утечку воздуха через клапаны и убедиться в отсутствии утечки воздуха через прокладку головки цилиндров двигателя. Если при смачивании прокладки головки цилиндров мыльной водой на ней или в наливной горловине радиатора появляются пузырьки воздуха, это свидетельствует о слабой затяжке гаек головки цилиндров или о начале разрушения прокладки. Возможно наличие трещины в блоке цилиндров или камере сгорания.
Стуки двигателя прослушивают при помощи стетоскопа, прикасаясь концом стержня или к зонам прослушивания на двигателе.
Состояние коренных подшипников коленчатого вала определяют, прослушивая нижнюю часть блока цилиндров при резком увеличении и сбросе оборотов двигателя. Изношенные коренные подшипники издают сильный глухой стук низкого тона, усиливающийся при резком увеличении частоты вращения коленчатого вала.
Состояние шатунных подшипников коленчатого вала определяют аналогично. Изношенные шатунные подшипники издают стук среднего тона, по характеру схожий со стуком коренных подшипников, но менее сильный и более звонкий, исчезающий при выключении форсунки прослушиваемого цилиндра.
Работу сопряжения поршень — гильза цилиндра прослушиваютпоршневого пальца, особенно, если у двигателя наблюдается повышенный расход топлива и масла. Скрипы и шорохи в сопряжении поршень — гильза цилиндра свидетельствуют о начинающемся заедании в этом сопряжении, вызванном малым зазором или недостаточным смазыванием.
Состояние сопряжения поршневой палец — втулка верхней головки шатуна проверяют, прослушивая верхнюю часть блока цилиндров при малой частоте вращения коленчатого вала с резким переходом на среднюю. Резкий металлический стук, напоминающий частые удары молотком по наковальне и пропадающий при отключении форсунок, указывает на увеличение зазора между поршневым пальцем и втулкой, недостаточное смазывание или чрезмерно большое опережение начала подачи топлива.
Сопряжение поршневое кольцо — канавка поршня проверяют на уровне н. м. т. хода поршня при средней частоте вращения коленчатого вала. Слабый, щелкающий стук высокого тона, похожий на звук от ударов колец одно о другое, свидетельствует об увеличенном зазоре между кольцами и поршневой канавкой либо об изломе колец.
Мощность и экономичность двигателя зависят от компрессии в цилиндрах. Компрессия снижается при значительном износе или поломке деталей цилиндропоршневой группы. Компрессию оценивают по давлению в камерах сгорания двигателя при такте сжатия и замеряют компрессометром.
Для проверки компрессии в цилиндрах компрессометром прогревают двигатель до температуры охлаждающей жидкости 80– 90 °С после чего его останавливают.
Замер компрессии дизельного двигателя проводится при отжатом вниз рычаге отсечки и обесточенном электромагнитном клапане, отвечающем за прекращение подачи топлива, который расположен на магистрали.
Компрессометр подключают к отверстию для форсунки. Вращают коленчатый вал двигателя стартером 10 — 12 оборотов. Давление в цилиндре отсчитывают по шкале манометра. Следует помнить, что для этого используют прибор, предназначенный для замеров компрессии дизельного двигателя с пределом измерения не менее 60 атмосфер. В исправном состоянии компрессия дизельного двигателя (значение, которое получено в результате замеров) должна быть в пределах 30 кг/см2.

Рис.10 Проверка компрессии компрессометром: 1 — головка цилиндров, 2 — резиновый наконечник, 3 — шланг, 4 — манометр, 5 — клапан выпуска воздуха, 6 — золотник
Для определения износа гильз измерения выполняют нутромером в двух взаимно перпендикулярных направлениях и в трех поясах. Одно направление устанавливают параллельно оси коленчатого вала. Первый пояс располагается на расстоянии 5–10 мм от верхней плоскости блока, второй — в средней части гильзы и третий — на расстоянии 15–20 мм от нижней кромки гильзы. Измерения производят индикаторным нутромером.
Гнезда коренных подшипников проверяют поверочной скалкой на деформацию. Если скалка входит в гнезда и без больших усилий поворачивается, то деформация отсутствует, износ, а также отклонение от соосности гнезд коренных подшипников можно установить специальным приспособлением (рис.12). Принцип действия его заключается в том, что скалка 2 с помощью втулок 3 фиксируется в гнездах вкладышей коренных подшипников. На скалке располагают (последовательно при вводе в гнезда) индикаторы для контроля каждого отверстия. Рычаги 7 индикаторных устройств вводят в измеряемое отверстие. Индикаторы устанавливают на нуль и закрепляют на скалке. При вращении скалки отклонения стрелок индикаторов покажут удвоенное отклонение от соосности каждого отверстия.

Рис.12 Приспособление для контроля гнезд коренных подшипников: 1–рычаг, 2–скалка, 3–втулки.
Для правки и контроля шатунов применяют различные приспособления. На приспособлении, показанном на рис.13, одновременно проверяют изгиб и скручивание шатуна, а также расстояние между центрами его головок. При обнаруженных отклонениях, превышающих допустимые значения, шатун правят специальным ключом без снятия с приспособления. При этом верхняя головка шатуна должна занимать положение между вертикальной и горизонтальной плитами. Шатун плотно устанавливают в приспособлении с помощью большой скалки 8, пропущенной через стойки 9. Малую скалку 10 вставляют в обработанное отверстие верхней головки шатуна. Вначале предварительно проверяют скрученность шатуна. Для этого шатун, установленный в горизонтальном положении, вручную поворачивают так, чтобы малая скалка 10 поочередно упиралась на сухари стоек 11. Наличие зазора указывает на наличие скручивания шатуна. Определение величины скручивания и изгиба производят при нахождении шатуна в вертикальном положении. При этом малая скалка 10, соприкасаясь с упорами коромысла 4, находится в контакте с штифтами 2 индикаторов 6 и 7, которые указывают скрученность шатуна.
Индикатор 5 устанавливает отклонение расстояния между осями отверстий верхней и нижней головок, а индикатора 6 — непараллельность осей отверстий.
После правки и контроля, резко перемещая рукоятку 13, выбивают большую скалку 8, освобождая шатун. Перед началом работы индикаторы приспособления настраивают по эталонному шатуну.
Рис. 13 Приспособление для контроля и правки шатуна: 1, 5, 6, 7–индикаторы, 2–штифты, 3–ось коромысла, 4–коромысло. 8, 10–большая и малая скалки, 9, 11 –стойки, 12–плита, 13–рукоятка.
Ремонт кривошипно-шатунного механизма
Восстановление коленчатого вала
Коленчатые валы большинства двигателей изготовлены штамповкой из стали 45, 40Х, 50Т и ДР-У некоторых двигателей валы изготовлены литьем из высокопрочного магниевого чугуна. Основными дефектами коленчатых валов являются износ коренных и шатунных шеек и изгиб вала. Реже встречаются повреждения резьбы, трещины, износы шпоночных канавок, отверстий под болты крепления маховика, посадочных мест под шестерню и шкив, маслосгонной резьбы.
Коленчатый вал выбраковывают при наличии трещин, за исключением небольших продольных трещин на коренных и шатунных шейках длиной до 3 мм. При износе коренных и шатунных шеек, выходящем за пределы последнего ремонтного размера, коленчатые валы дизелей также выбраковывают.
Необходимость восстановления коленчатого вала и замены подшипников определяют по превышению допустимых зазоров в подшипниках.
Перед ремонтом коленчатый вал промывают в моечной машине ОМ-36000. Особенно тщательно промывают полости для центробежной очистки масла и масляные каналы. С помощью магнитного дефектоскопа проверяют наличие трещин на шейках вала.
Изгиб вала устраняют специальной правкой местным наклепом.
Изношенные посадочные места под. шестерню или шкив восстанавливают наплавкой в среде углекислого газа проволокой Св-18ХГСА с последующей обработкой под номинальный размер.
Изношенные шпоночные канавки и отверстия под штифты для установки маховика заваривают полуавтоматом в среде углекислого газа проволокой Св-08Г2С. Шпоночную канавку фрезеруют на том же месте, чтобы не нарушить установку распределительных шестерен. Заваренные отверстия после зачистки торцовой поверхности на токарном станке просверливают, зенкуют и развертывают на сверлильном станке.
Наиболее распространенным способом восстановления коренных и шатунных шеек коленчатых валов является шлифование их под ремонтные размеры, установленные для каждой марки двигателя. Перед шлифованием шеек должны быть устранены все другие дефекты вала. Измеряют шейки в двух сечениях на расстоянии 10 мм от щек и в двух плоскостях: в плоскости кривошипа и перпендикулярно ей.
Для шлифования шеек коленчатых валов применяют универсальный шлифовальный станок 3A423, на котором можно шлифовать как коренные, так и шатунные шейки, или специализированные станки. Все шейки шлифуют под один ремонтный размер. Сначала шлифуют коренные шейки, а затем шатунные. За установочные базы при шлифовании коренных шеек принимают фаску отверстия под храповик и фаску или отверстие в торце вала под подшипник. Предварительно эти базы проверяют и при необходимости исправляют. Для проверки коленчатый вал устанавливают в центрах и измеряют его биение по неизношенным поверхностям. Радиальное биение шейки под шестерню и фланца маховика не должно превышать соответственно 0,03 и 0,05 мм.
При шлифовании шатунных шеек за установочные базы принимают шейку под шестерню и наружную цилиндрическую поверхность фланца маховика или прошлифованные крайние коренные шейки.
Перед шлифованием отверстия масляных каналов зенкуют на сверлильном станке или электродрелью со специально заправленным абразивным инструментом или сверлом диаметром 14-16 мм с твердосплавными пластинками.
При шлифовании шатунных шеек коленчатый вал устанавливают в трехкулачковых патронах центросместителей передней и задней бабок. С помощью центросместителей ось коренных шеек смещают относительно оси пинолей передней и задней бабок на величину радиуса кривошипа. Угловая ориентация вала осуществляется индикаторным приспособлением по шлифуемой шейке. Для восприятия усилия, создаваемого при врезании в шейку абразивного круга, и предугреждения прогиба вала применяют люнет.

Рис. Приспособление для установки вала при шлифовании шатунных шеек: 1 — призма; 2 — шатунная шейка; 3 — индикаторное устройство.
Шейки коленчатого вала шлифуют электрокорундовыми кругами на керамической связке зернистостью 16-60, твердостью СМ2, CI, СТ1 и СТ2. Режим шлифования: окружная скорость шлифовального круга — 25-35 м/с; окружная скорость вала — 18-25 м/мин (при шлифовании коренных шеек) и 7-12 м/мин (при шлифовании шатунных шеек), поперечная подача круга — 0,003-0,006 мм/об, продольная подача — 7-11 мм/об. С целью предотвращения образования микротрещин при шлифовании применяют обильное охлаждение.
Для получения шероховатости поверхности Ra 0,16-0,32 мкм после шлифования шейки полируют пастой ГОИ № 20-30 на установке ОР-26320 или на стенде 6749. На специализированных ремонтных предприятиях при больших программах ремонта для доводки шеек вместо полирования применяют суперфиниширование на специальном полуавтомате 3875К.
Шейки коленчатых валов автомобильных двигателей, вышедшие по размерам за пределы ремонтных, наплавляют автоматической наплавкой под слоем флюса и обрабатывают до номинальных размеров.
Восстановленные коленчатые валы подвергают динамической балансировке на специальной машине КИ-4274 или БМ-У4.
После шлифования и полирования шеек коленчатые валы и масляные каналы тщательно промывают и продувают сжатым воздухом.
При контроле восстановленных валов проверяют размеры, определяют конусообразность, овальность, бочко- и седлообразность всех шеек с помощью скобы, настроенной по концевым мерам. Взаимное расположение коренных и шатунных шеек, биение средних коренных шеек, поверхности фланца под маховик, биение поверхностей под шкив и шестерню, смещение осей шатунных шеек относительно общей плоскости, проходящей через первую коренную и первую шатунную шейки, а также радиус кривошипа определяют контрольными приспособлениями. Шероховатость поверхности определяют по образцам шероховатости.
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.
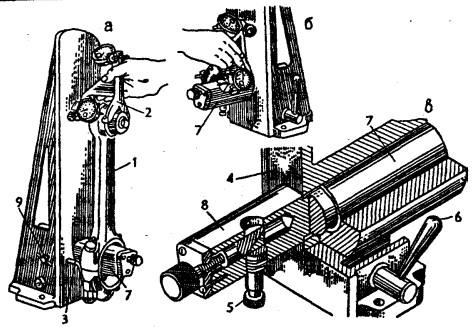
Рис. Приспособление КИ-724 для проверки шатунов: а — установка шатуна на приспособление; б — установка стрелки индикаторов на ноль; в — устройство оправки: 1 — шатун с крышкой; 2 — призма с индикаторами; 3 — ограничитель; 4 — плита; 5 — зажимной палец; 6 — рукоятка; 7 — оправка; 8 — опорная поверхность оправки; 9 — зажимной винт ограничителя.
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Газотермическое напыление коренных шеек коленчатого вала ЯМЗ 238. Роботизированный комплекс
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
Ремонт поршней и пальцев
В большинстве двигателей поршни изготовлены из сплавов алюминия. В процессе эксплуатации в них возможны следующие дефекта: износ наплавляющей части (юбки) поршня, канавок под поршневые кольца и отверстий в бобышках под поршневой палец; задиры и трещины. Основной дефект поршневых пальцев — износ наружной поверхности под втулку верхней головки шатуна и под отверстия бобышек поршня, возможны трещины, сколы и забоины.
Поршни и поршневые кольца, изношенные свыше допустимых пределов размеров, не восстанавливают. При текущем ремонте изношенные отверстия бобышек развертывают под палец увеличенного размера. Чтобы сохранить соосность отверстий, их разворачивают специальной длинной разверткой за один проход. После развертывания проверяют диаметр отверстия индикаторным нутромером и перпендикулярность оси отверстий к оси (или образующей) поршня на специальных приспособлениях.
Техническое обслуживание кшм двигателя

Кривошипно-шатунный механизм двигателя служит для преобразования прямолинейного движения поршней во вращательное движение коленвала. В него входят блок цилиндров, одна общая или несколько отдельных головок цилиндров, поршни с кольцами и поршневыми пальцами, шатуны, коленвал с подшипниками, поддон картера и маховик. Надежную работу кривошипно-шатунного механизма в процессе работы автомобиля обеспечивают своевременный уход за ним и применение для смазки масел, рекомендуемых предприятием — изготовителем.
Причины возникновения неисправностей в кривошипно-шатунном механизме.
Неисправности в кривошипно-шатунном механизме возникают в результате изнашивания поршневых колец, поршней и гильз цилиндров, коренных и шатунных подшипников и шеек коленчатого вала, поршневых пальцев, отверстий в бобышках поршня или бронзовых втулок верхней головки шатуна, повреждения прокладок головок блока цилиндров или ослабления крепления головок блока.
Признаками этих неисправностей являются характерные стуки, которые легко прослушиваются с помощью приборов, например, стетоскопа (рис. 1). По характеру стука или шума в определенном месте двигателя определяют вид неисправности.

Рисунок 1. Стетоскоп
Чтобы по стуку или шуму правильно определить причину его появления, нужно знать характер стуков при различных неисправностях. Например, стуки поршней характеризуются глухим щелкающим звуком, который прослушивается выше плоскости разъема картера при резком уменьшении частоты вращения коленчатого вала сразу после пуска холодного двигателя. У коренных подшипников стук сопровождается сильным, глухим низкого тона звуком, прослушивается в плоскости разъема картера двигателя при резком изменении частоты вращения коленчатого вала. Стук шатунных подшипников более резкий и звонкий по сравнению со стуком коренных подшипников. Он прослушивается в зоне вращения кривошипа соответствующего цилиндра. Исчезновение или значительное уменьшение стука при выключении зажигания или форсунки в этом цилиндре говорит о неисправности подшипника. Стук поршневого пальца резкий, звонкий, высокого тона. Он прослушивается в зоне расположения цилиндров, в местах, соответствующих верхнему и нижнему положениям поршневого пальца, при изменении частоты вращения коленчатого вала двигателя. Стук поршневого пальца не следует путать с детонационными стуками, которые появляются при большом угле опережения зажигания и исчезают при его уменьшении. Признаками неисправности кривошипно-шатунного механизма в автомобилях «Опель» также являются уменьшение давления! в конце такта сжатия (компрессия) в цилиндрах; возникновение шумов и стуков при работе двигателя; прорыв газов в картер, увеличение расхода масла; разжижение масла в картере из-за проникновения паров рабочей смеси при тактах сжатия поступление масла в камеру сгорания и попадание его на свечи зажигания, отчего на электродах образуется нагар и ухудшается искрообразование. Перечисленные неисправности ведут к снижению мощности двигателя, повышению содержания СО в выхлопных газах, повышению расхода топлива.
В автомобилях «Опель» диагностирование состояния кривошипно-шатунного механизма, а также газораспределительного механизма заключается в определении давления в конце такта сжатия (компрессии), определении разрежения в впускном трубопроводе, утечки сжатого воздуха из надпоршневого пространства.
Проверка компрессии должна производиться быстро, не более 10 с. При этом необходимо, чтобы произошло не менее семи тактов сжатия. При проверке компрессии в бензиновый двигателях воздушная заслонка должна быть всегда открыта, а дроссельная может быть как закрытой, так и открытой. Из-за различного объема воздуха, поступающего в цилиндры, измерение компрессии с полностью открытой дроссельной заслонкой позволяет обнаружить следующие неисправности:
- деформацию или прогар клапанов;
- поломки и прогары поршня;
- закоксовывание колец в канавках поршня;
- задиры поверхности цилиндров.
Если компрессию измерять с закрытой заслонкой, можно определить дефекты профиля кулачка распределительного вала в конструкциях с гидротолкателями, зависание клапана если клапанный механизм с гидротолкателями, плохое прилегание клапана к седлу.
Компрессия служит показателем герметичности и характеризует состояние цилиндров, поршней, колец и клапанов и измеряется при помощи компрессометра или компрессографа (рис. 2). Эти приборы представляют собой манометр с рукояткой, трубкой, наконечником и золотниковым устройством. В комплект компрессометра или компрессографа для бензиновых двигателей могут входить адаптеры для подсоединения к свечным отверстиям, а для дизельных двигателей — к отверстиям форсунок или свечей накаливания. Универсальные приборы снабжены несколькими адаптерами разных размеров для измерений в различных типах двигателей.

Рисунок 2. Компрессометр и компроссограф
Компрессограф является прибором-самописцем, обеспечивающим запись показаний на специальных карточках. Он может иметь кнопку и электропроводку для подсоединения к реле включения стартера, что дает возможность проверить компрессию самостоятельно, без помощника. Для проверки компрессии карбюраторного двигателя необходимо прогреть двигатель и снять свечи зажигания. Наконечник компрессографа или компрессометра вставляют в свечное отверстие и предохраняют двигатель от запуска.
Чтобы исключить запуск двигателя, от прерывателя-распределителя отсоединяют провод для подачи низкого напряжения на катушку зажигания. У двигателей, оборудованных только распределителем зажигания, отсоединяют центральный провод от крышки распределителя и соединяют его с «массой». Для соединения с «массой» используют провод с зажимами. Если на двигателе установлена система впрыска топлива, обесточивают топливный насос снятием соответствующего предохранителя и проворачивают коленчатый вал стартером с частотой 200—250 об/мин. Компрессометры и компрессографы для карбюраторных двигателей имеют шкалу с пределом измерений 15—20 кгс/см2, для дизельных двигателей — 40—70 кгс/см2. Предельно допустимое значение компрессии 0,65 МПа. Проверку выполняют три раза для каждого цилиндра, записывая показатели манометра. Разница в показаниях между цилиндрами должна быть не более 1—2 кгс/см2 для карбюраторных двигателей и 2—5 кгс/см2 для дизельных.
В дизельных двигателях компрессию проверяют как при холодном двигателе (температура 20°С), так и при прогретом. Для проверки топливные трубки высокого давления отсоединяют от форсунок, предварительно ослабив их крепление и соблюдая осторожность, так как в трубках может быть остаточное высокое давление. Затем от форсунок отсоединяют трубку для слива топлива и выворачивают их. Далее к проверяемому цилиндру с помощью переходника подсоединяют компрессорметр или компрессограф и отсоединяют разъем электромагнитного клапана прекращения подачи топлива, чтобы исключить подачу топлива при проверке. После выполнения этих операций до отказа нажимают акселератор и с помощью стартера проворачивают коленчатый вал двигателя.
В дизельном двигателе компрессию измеряют на работающем и прогретом двигателе. Частота вращения 460–500 об/мин, температура 75—80°С. Компрессометр устанавливают вместо форсунки проверяемого цилиндра. Разница в показаниях между отдельными цилиндрами для дизельных двигателей должна составлять не более 2—5 кгс/см2.
Для измерения относительной величины компрессии применяют также и мотор-тестеры. В этом случае компрессия определяется по амплитуде пульсаций тока, потребляемого стартером при прокрутке коленчатого вала. Чем лучше состояние цилиндра, тем больше будет сила тока, потребляемого стартером. Преимуществами этого метода являются быстрота, одновременное измерение по всем цилиндрам и отсутствие необходимости выворачивать свечи. Недостатком метода является получение только относительной величины компрессии.
Чтобы оценить более полно техническое состояние двигателя при снижении давления в конце такта сжатия нужно залить в проверяемый цилиндр 10 г моторного масла и произвести повторное измерение. При этом необходимо помнить, что для двигателей с небольшим объемом камеры сгорания и дизельных двигателей количество заливаемого масла должно строго контролироваться, так как избыток его может привести к гидравлическому удару. Если давление в конце такта сжатия возросло, это свидетельствует об износе поршневых колец.
Если давление осталось прежним, это указывает на неплотное прилегание клапанов к седлам или подгорание клапанов.
Маховик двигателя может иметь следующие повреждения: риски, износ, задиры, микротрещины на рабочей поверхности, выкрашивание зубьев венца, износ зубьев по длине, износ отверстий под болты крепления к коленчатому валу, появление цвета побежалости, повреждения резьбы в отверстиях.
У карбюраторных двигателей минимальная частота вращения коленчатого вала на холостом ходу должна составлять 400–450 об/мин. У дизельных двигателей минимальная частота вращения коленчатого вала на холостом ходу должна составлять 500—600 об/мин.
Перечисленные неисправности, связанные с изнашиванием деталей кривошипно-шатунного механизма, устраняются при проверке технического состояния и ремонте. Перед проверкой технического состояния коленчатого вала необходимо протереть коленчатый вал бензином, керосином, или растворителем и внимательно осмотреть его, нет ли на шейках следов неравномерного изнашивания, трещин, рисок, следов коррозии, задиров. Для этого несколько раз проводят монетой или медной шайбой по поверхности шейки. Если на шейке остаются частички меди, значит она изношена, ее нужно перешлифовать. Наличие следов износа на шейке коленчатого вала можно определить, если провести по ним, не нажимая, пальцем руки.
Закончив проверку, необходимо прочистить масляные каналы. Для этого используют жесткую волосяную или проволочную щетку. Затем надо удалить заглушки с каналов системы смазки, промыть каналы CMC или керосином, продуть сжатым воздухом, обработать зенкером гнезда заглушек, установить новые заглушки, зачеканив их керном в нескольких местах; с отверстий масляных каналов снять фаски, чтобы острые края не царапали и не оставляли выемок на вновь устанавливаемых подшипниках. Небольшие неровности на шейках зачищают шлифовальной шкуркой.
Далее необходимо проверить радиальное биение коренных шеек и смешение осей шеек от плоскости, проходящей через оси шатунных и коренных шеек. Проверяют и неперпендикулярность торцовой поверхности фланца по отношению к оси коленчатого вала. По средней коренной шейке проверяют биение, которое должно быть не более 0,025—0,030 мм в зависимости от модели двигателя.
При наличии на шейках вала глубоких рисок, неравномерного износа, задиров и овальности свыше 0,05 мм их необходимо шлифовать до ближайшего ремонтного размера, а затем полировать пастой ГОИ и алмазной пастой. Затем масляные каналы промывают.
Если установка стандартных подшипников номинального размера не обеспечивает нужный радиальный зазор, шейки коленчатого вала шлифуют на специальном станке под ближайший размер подшипников. Шлифование коренных и шатунных шеек может выполняться под разные ремонтные размеры, однако ремонтные размеры одноименных шеек, коренных или шатунных, различаться не должны.
Если наблюдается биение средней коренной шейки относительно крайних, т.е. имеется довольно большой изгиб коленчатого вала, то его устраняют правкой на прессе. Для этого вал устанавливают крайними коренными шейками на призмы, а штоком пресса через латунную или медную прокладку прикладывают усилие к средней шейке со стороны, противоположной изгибу. Прогиб должен быть в десять раз больше устраняемого изгиба. Вал выдерживают под нагрузкой в течение четырех минут. После проверки вал нагревают до 200°С и выдерживают при этой температуре 5 часов.
После правки вал вновь проверяют на биение и затем устанавливают в блок цилиндров. После установки коленчатого вала в блок цилиндров проверяют его осевой люфт с помощью индикатора. При отсутствии индикатора осевой люфт измеряют, правда, с меньшей точностью, с помощью набора щупов. Для этого отвертку вставляют между первым кривошипом вала и передней стенкой блока цилиндров (рис. 3) и отжимают ею вал к задней части двигателя. Затем с помощью щупа определяют зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки. При люфте больше нормы его регулируют с помощью полуколец (рис.4), заменив старые полукольца новыми или установив полукольца увеличенной толщины.

Рисунок 3. Проверка внутреннего диаметра шатунного подшипника

Рисунок 4.Проверка осевого люфта коленчатого вала щупом
Задиры и царапины на поверхности маховика удаляют протачиванием, снимая слой металла толщиной не более 1 мм и зачищая абразивной шкуркой. После установки маховика на оправку и центрирования его по посадочному отверстию проверяется торцовое биение маховика, которое не должно превышать 0,1 мм. Если маховик имеет цвет побежалости на поверхности под ведомый диск сцепления, нужно проверить натяг обода на маховике.
При выкрашивании зубьев маховика и значительном их износе по длине зубчатый венец заменяют. При небольшом износе торцов зубьев маховика необходимо зачистить торцы на шлифовальном станке. Если зубчатый венец маховика заменен, необходимо статически отбалансировать маховик. Для этого со стороны крепления сцепления высверливают лишний металл на глубину не более 15 мм.
Завершив ремонт, коленчатый вал собирают с теми же маховиком и сцеплением, которые стояли на нем до ремонта.
Сцепление устанавливают на маховик по заводским меткам или меткам, которые были нанесены на обеих деталях, одна против другой, около одного из болтов крепления кожуха сцепления к маховику.
Прежде чем установить коленчатый вал на двигатель его подвергают динамической балансировке на балансировочном станке. Дисбаланс устраняют высверливанием металла в противовесах коленчатого вала или ступице маховика. Риски, обнаруженные на ступице коленчатого вала, и задиры на поверхности шейки под сальник устраняют шлифованием. Сальники, независимо от их состояния, заменяют при каждой разборке двигателя.