


Что такое биение вала
Допуск биения
В процессе изготовления деталей вращения согласно технологическому процессу их изготовление связанно с определённым количеством операций, которые предусматривают переустановку обрабатываемого материала. В ходе смены позиций заготовки из-за погрешности закрепляющих механизмов и других факторов, возникают осевые биения обрабатываемой детали. Допуск биения наносится на чертеже в виде наклонной стрелки и цифрового значения указывающего величину отклонения.
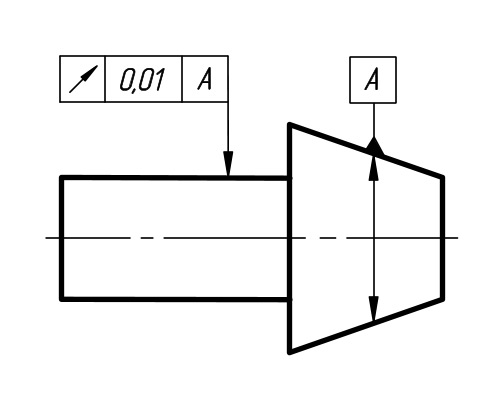
Допуск радиального биения вала относительно оси конуса 0.01мм .

Допуск радиального биения поверхности относительно общей оси поверхностей
А и Б 0.1мм .
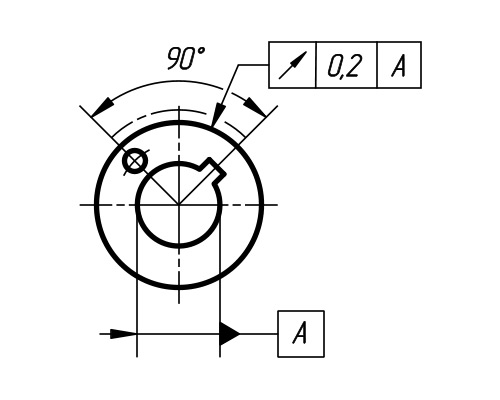
Допуск радиального биения участка поверхности относительно отверстия А 0.2мм .
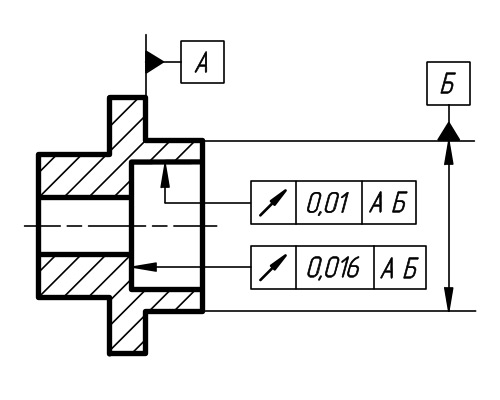
Допуск радиального биения отверстия 0.01мм . Первая база – поверхность А . Вторая база – ось поверхности Б . Допуск торцевого биения относительно тех же баз 0.016мм .

Допуск торцевого биения на диаметре 20мм относительно оси А 0.1мм .

Допуск биения конуса относительно оси отверстия A в направлении перпендикулярном к образующей конуса 0.01 мм .
Коленчатые валы, изготавливаемые для различных двигателей, предназначены для преобразования рабочего движения поршней во вращение главного силового элемента машины. По конструкции валы представляют собой относительно не жёсткую геометрическую форму данного типа детали, которая в свою очередь воспринимает большие переменные нагрузки, вызывающие такие виды допустимых деформаций как кручение и изгиб с последующим возвратом к исходной форме в состоянии покоя.
Не зависимо от назначения двигателя согласно техническим условиям предусматривается необходимая точность выполнения рабочих частей коленчатых валов, таких как коренные и шатунные шейки. Цилиндрические поверхности деталей кривошипной шатунной группы являются подвижной частью подшипника скольжения, который работает на масляной плёнке, образующейся между валом и отверстием, поэтому зазор между ними должен составлять около 10 мкм . Обработка шеек коленчатого вала выполняется с точностью отклонений по пятому, шестому квалитету и шероховатостью поверхности не ниже Ra 0,8 мкм .
Допустимые отклонения формы на овальность и конусность, для автомобильных двигателей, находится в пределах от 10 мкм до 5 мкм , при не параллельности осей коренных и шатунных шеек, не более 10 мкм на всей длине для каждой из шеек. Допуски на радиусы элементов коленчатого вала составляют от 50 мкм до 150 мкм . Слишком большие отклонения радиусов галтелей приводят к неравномерности допустимых деформационных процессов, что оказывает отрицательное влияние на работу двигателей.
Так как коленчатые валы, сами являются частью подшипников скольжения, к коренным и шатунным шейкам предъявляются повышенные требования к поверхности в отношении их износостойкости и усталостной прочности, поверхностная твёрдость которых должна составлять около 52 – 62 HRC .
К наиболее важным техническим параметрам относятся параллельность осей, отклонение от круглости, допуски цилиндричности, допуск биения и многое другое.
Контроль параметров коленчатого вала достаточно, ответственный и трудоемкий процесс. Поэтому для контроля разного рода характеристик, применяют специальные приборы и стенды, а так же мерительные устройства с электронной индикацией и специальными датчиками.
Измерение зазоров, биений и вибраций электрических машин – Измерение биений
Содержание материала
В. ИЗМЕРЕНИЕ БИЕНИЙ
Биение вращающихся частей определяют индикатором часового типа.
Для измерения радиального биения вала индикатор устанавливают на плоскость разъема подшипникового стояка либо на другое жесткое основание (рис. 7). Проверяемую окружность делят на восемь равных частей, измерительный стержень индикатора устанавливают в верхней части проверяемой поверхности, предварительно стрелку его устанавливают на нуль. Поворачивая ротор (вручную или краном), производят запись показаний индикатора при каждом из восьми положений вала. Для более легкого поворачивания ротора шейку вала смазывают маслом. Запись показаний индикатора ведут со знаком « + » или « —» в зависимости от направления отклонения его стрелки. Разница в показаниях индикатора свидетельствует об эксцентричности проверяемой поверхности или искривлении вала.

Рис. 7. Проверка радиального биения
Величина искривления вала по отношению к его оси равна половике биения. Для получения правильных измерений необходимо перед отсчетом величины биения убедиться в правильной установке индикатора и надежности его закрепления. Для этого перед отсчетом слегка постукивают рукой по индикатору; если после постукивания стрелка индикатора установится в прежнее положение, то это укажет на правильную установку индикатора. Доказательством того, что индикатор не был смещен при измерениях, служит совпадение его показаний при вторичном измерении биения в точке / с показаниями при первом измерении в той же точке. Чтобы избежать искажения показаний, надо при каждом измерении ослаблять трос, которым поворачивают ротор; необходимо также проверить плотность установки вкладышей в расточке стояка и убедиться в отсутствии задевания ротора за какие-либо части. Чтобы исключить случайные ошибки, измерения повторяют два-три раза, несколько сдвигая каждый раз индикатор вдоль оси.
Допустимое биение шеек валов составляет 0,02 мм для диаметров 100—200 мм и 0,03 мм для диаметров более 200 м. В местах установки уплотнений биение не должно превышать 0,05—0,06 мм. Допустимое биение вала ротора в других местах составляет 0,06—0,08 мм для быстроходных машин (3000 об/мин) и 0,10—0,12 мм — для тихоходных.

Рис. 8. Проверка осевого биения полумуфты
Осевое биение торца полумуфты проверяют двумя индикаторами, установленными в диаметрально противоположных точках торца полумуфты (рис. 8) на одинаковом расстоянии от оси вращения. Применение двух индикаторов исключает ошибки, связанные с возможными осевыми сдвигами ротора в процессе измерений.
Здесь также окружность полумуфты разделяют на четное число равных частей, например на восемь. Измерительные стержни индикатора упирают в торец полумуфты на расстоянии 10—15 мм от края. Биение торца полу муфты определяют на основании восьми пар показаний индикаторов соответственно восьми различным положениям ротора. Для нахождения величины биения торца полумуфты на каком-либо диаметре определяют сумму показаний обоих индикаторов для одной и той же точки торца муфты при двух положениях вала — до и после поворота его на 180°.
Если при первоначальном положении ротора показание индикатора / в точке / будет 7|, показание индикатора // в точке 5 составит //5, а при повороте ротора на 180° (см. штриховую линию на рис. 8, б) показания индикаторов будут соответственно равны /5 и /Л, то биение As торца полумуфты на диаметре 1—5 определится по формуле
Значения Л, /Л, /5 и //5 в формуле имеют знак « + » при отклонении стержня индикатора в сторону индикатора и знак « — » при отклонении стержня в сторону муфты.
биение вала
биение вала (shaft runout): Суммарное радиальное отклонение, определяемое приспособлением для измерения положения вала относительно гнезда подшипника при поворачивании вручную вала в горизонтальном положении в своих подшипниках.
3.22 биение вала (shaft runout): Суммарное радиальное отклонение, определяемое приспособлением для измерения положения вала относительно гнезда подшипника при поворачивании вручную вала в горизонтальном положении в своих подшипниках.
Словарь-справочник терминов нормативно-технической документации . academic.ru . 2015 .
Смотреть что такое “биение вала” в других словарях:
биение (вала) — пульсация колебание — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы пульсацияколебание EN beat … Справочник технического переводчика
биение вала — (напр. ротора турбины) [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN whipping … Справочник технического переводчика
механическое биение вала ротора турбины — С помощью датчика определяются эксцентриситет, овальность и др. [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN mechanical runout … Справочник технического переводчика
электрическое биение вала ротора турбины — С помощью датчика определяются остаточный магнетизм и неоднородность электрических свойств материала поверхности ротора [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN electrical runout … Справочник технического переводчика
Радиальное биение — 3.6.1. Радиальное биение Примечание Радиальное биение собранного подшипника является результатом нескольких отдельных, но сведенных воедино факторов. Источник: ГОСТ 520 2002: Подшипники качения. Общие технические условия оригинал документа … Словарь-справочник терминов нормативно-технической документации
торцевое биение — (face runout): Суммарное осевое отклонение, определяемое на внешней поверхности корпуса уплотнения вала измерительным устройством, которое вращается вместе с горизонтально расположенным валом при поворачивании вала вручную в его подшипниках.… … Словарь-справочник терминов нормативно-технической документации
Осевое биение — 3.6.2. Осевое биение Примечание Осевое биение собранного подшипника является результатом нескольких отдельных, но вместе взятых факторов. Источник: ГОСТ 520 2002: Подшипники качения. Общие технические условия оригинал документа Смотри также… … Словарь-справочник терминов нормативно-технической документации
Осевое биение шпинделя — 2.18. Осевое биение шпинделя (для станков с программным управлением) Черт. 16 Таблица 12 Условный диаметр сверления, мм Допуск, мкм, для станков классов точности Н П До 12 8 5 Св. 12до 20 10 6 » 20 » 40 12 8 … Словарь-справочник терминов нормативно-технической документации
Торцовое биение шпинделя — 1.10. Торцовое биение шпинделя Черт. 13 Таблица 7 Наибольший условный диаметр растачиваемого отверстия, мм Допуск, мкм, для головок классов точности В А С До 100 3 2 1,2 Св. 100 до 200 4 2,5 1,6 « 200 « 400 … Словарь-справочник терминов нормативно-технической документации
Торцовое биение шпинделя (вала) — 2.7.2.2. Торцовое биение шпинделя (вала) (черт. 2, табл. 4). Таблица 4 Наибольшая частота вращения шпинделя, мин 1 Допуск, мкм, для шпинделей классов точности В А С До 36000 3,0 2,5; 1,5* 2,0; 1,5* Св. 36000 2,5 2,0; 1,5* 1,5; 1,5* * Звездочкой… … Словарь-справочник терминов нормативно-технической документации
Биение валов
Здравствуйте. Имею кучу валов на 8мм + часовой индикатор. У меня есть два вала с биением 0.15-0.2мм, 0.25мм1 вал с биением 0.4мм, и еще один 0.13мм. Вопрос вообще такой:Какое биение считается допустимым, и какое – уже хорошим? Чтобы понимать, могу я поставить валы или их придется править.
Популярные вопросы
Вопрос тем. кто выкладывает модели на данном ресурсе.
Приветствую всех пользователей и данного сайта.
Хочу задать вопрос все, но в особенности модераторам и людям, которые выкладывают 3D-.
Странности с Marlin 1.1.9
Доброго времени суток! Собрал я самодельный принтер Corexy на бутерброде arduino mega и Ramps 1.6 Plus.
Скачал прошивку Marlin1.1.9.
Зачем используют слово ‘3D’ при описании аддитивных технологий?
Ответы
Какие у тебя допусти те и считают нормой. Если тебя устраивает такая не точность и искажения, то в путь.
То есть 0.15 это “норма”? Ну, вообще конечно же я бы хотел валы с минимально возможными изгибами. Бюджет до 3х. Вала нужно 2.
Ну если тебя устроит что где-то у тебя будет уходить геометрия на 0.15, то почем бы и нет? Еще раз – какая тебе нужна точность – такие у тебя и допуски. все.
https://technobearing.ru/d/877366/d/valy.pdf. Последняя таблица. Вряд ли вы найдете что-то лучше skf у нас в рознице. Для 8мм заявлено 120мкм / 1м. можно принять для ориентира.
биение – это некруглость. для вала не передающего вращение – в принципе пофих – лишь бы подшипник не болтался и не закусывал.
возможно, что вы имели ввиду изгиб. в этом случае имеет большое значение – куда вы его примените и как установите. поищите – недавно тут была статья: человек показал, как он выправил гнутый вал.
Беда в том что погрешности суммируются, если к 0.15 на валу добавятся люфты в подшипниках, то конечный результат может быть печальным.
Итог: править до идеала (единицы соток).
Много подходов маленькими порциями.
Не бить, а давить
Это не трудно, гнутые клапана в ноль выводили.
Ну смотрите, я так понял, что все думают что это направляющие, но у меня эти валы просто передвют вращение от мотора к шкиву
если это действительно биение (овальность) – то это не вал, а просто катанка.
для вала, передающего вращение – многовато, но есть нюансы: как, через что и куда передаётся. например, если передача через китайские шпули на ремни – то у этих шпуль биение бывает и больше.
и очень многое зависит от “получателя” (конечного узла, которому передаётся перемещение) и желаемой точности. без рассчётов не обойтись. хотя – можно и методом тыка: собрали, протестировали, устраивает? значит биение для данного узла приемлимое. не устраивает? меняйте на более точные узлы.
Нет, валы просто кривые
про “просто кривые” я выше написал. с учётом ваших уточнений – что валы только передают вращение и не направляющие, на кривизну можно забить: если шпули расположены вблизи точек крепления – то кривизна практически не влияет (тут будет больше заметно биение самой шпули). а если шпуля посредине – можно добавить ещё одну точку крепления или не заморачиваться: упругость вала скомпенсирует. проверяется просто: собираете конструкцию и если при перемещении руками чувствуется переменная нагрузка – добавляете крепление, подбираете положение (поворот) шпули, правите вал – на выбор или всё вместе.
в моём принтере валы передающие вращение по Y изначально были кривые и это нисколько не мешало работе. позже я убрал второй вал, но не из-за кривизны, а для удобства натяжения ремня. впрочем, это совсем другая история )))
если речь про летающего мишку – то конструкция перемещения по Y у вас аналогичная и можно особо не заморачиваться на кривизне валов передающих вращение.
У меня не медверь, у меня сапфир 2019. Там два вала передают от мотора на ремни движения. Шкив закреплен у точки крепления. Тогда двигаю голову с собранной конструкцией, чувствую переменную нагрузку. Когда при печати валы крутятся быстро, видно, что один бьет чуть – чуть, а другой десятки на две. Собсна, а я хочу как можно более прямые. Я сейчас выпрямил несколько валов до 0.02 – больше не могу.
это который CoreXY? изрядно оригинальная конструкция )))
можно только предположить, что валы должны разгрузить шаговики от боковой нагрузки при натяжении ремня, другого объяснения валам не вижу.
выпрямил несколько валов до 0.02
этого заглаза. обратите внимание на шпули – и на самих валах и на паразитные. думаю причина там.
Я заметил, что биение идет, эм, от телефонных муфт. Типа я точно выверил микрометром, что кривизна +-0.01, а уже в установленной позиции они бьют сильнее, плюс видно, что край муфты скачет при вращении, то есть ее как бы бьет тоже
что есть “телефонная муфта” – я хз ))
меряйте биение вала возле шпули, идеально было бы – на самой шпуле, но это нереально. можно только на ремне огибающем шпулю (кстати – тоже вариант, хоть и менее точный). т.е. если на валу возле шпули 0,02, а на ремне 0,5 и повторяется с каждым оборотом – однозначно кривая шпуля.
Это те самые гибкие компенсирующие муфты в виде пружины)
И биение идет оттуда
А вообще по поводу оригинальности конструкции – в новой ревизии джижки поставили наверх, и еще пару моментов поправили. Я не стал этого делать, потому что не люблю колхозняк в принтере, и потому что то, что есть, нормально работает. На тему снятия нагрузки с валов – да, так как ремень длинный, его нужно сильнее натянуть, я уверен, что от того, как он натянут сейчас, валам мотора стало бы плохо. На медведе, когда он у меня еще был, в конструкции есть один кольцевой ремень. Я его перетянуть, и вал мотора погнуло. Я тогда еще мелкий был, так что плюнул, денег на замену все равно не было. Просто сейчас мне не нравится, что при свободном движении головы ощущается неравномерность движения. На печать-качество это не влияет, у меня остальная механику XY без люфтов – заеданий, но осадочек есть, не люблю я, когда образуются какие – то биения, они все равно где-то как-то проявляются. Кстати не знаете ли, можно ли таким же способом выпрямить трапецеидальный винт?)) Потому что с ним ак раз большинство оставшихся проблем и связано сейчас
Это те самые гибкие компенсирующие муфты в виде пружины) И биение идет оттуда
ошибаетесь. эта муфта не может быть источником биений. она как раз предназначена, чтобы биение/несоосность одного вала не передавалось другому. она в данном случае – просто показывает наличие биений. конечно, если она правильно собрана: сначала вставляется вал 8мм до упора, закрепляется, после этого – вал 5мм, создаётся преднатяг, закрепляется.
а источником биений скорей всего является шпуля.
Я знаю, зачем нужны такие муфты. Собрано то все правильно. Я скорее о том, что зазор между валом 8мм и краем отверстия имеется. И ощущение, что из – за несоосности вал бьет, хотя по идее все должно быть компенсировано

