Способ распыления лкм hvlp что это такое
LVLP и HVLP: разбираемся в двух популярных системах краскопультов

Окрасочный пистолет занимает первое место в списке оборудования для проведения покраски авто. Суть работы краскопульта заключается в распылении грунта или лакокрасочных материалов под воздействием давления сжатого воздуха, то есть воздушно-капельным способом. Современный ассортимент таких инструментов разнообразен, и вопрос о том, как выбрать краскораспылитель и какая система – LVLP или HVLP – лучше, занимает многих. В данной публикации коротко рассмотрим устройство окрасочного пистолета и два основных типа распыления.
Как устроен краскопульт?
Краскопульт, в той своей форме, в какой мы видим его сегодня, был создан более века назад. Сейчас существует много разных вариантов его конструкций. В чем же отличие?
Внешне окрасочные пистолеты очень похожи, но внутри они могут иметь разное устройство воздушных головок и каналов для проведения воздуха, различаться системами распыления (HVLP, LVLP, HP и других комбинаций объема и давления). Эти нюансы в строении любого краскораспылителя определяют не только качество и скорость работы мастера, но и удобство использования инструмента.
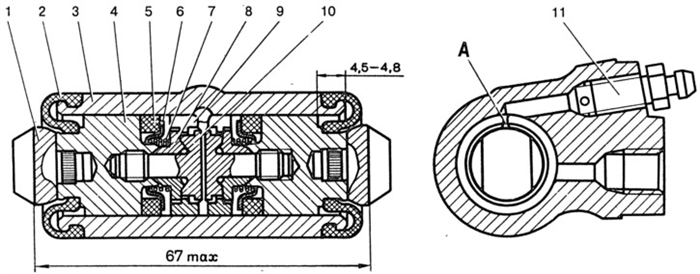
Лучше понять то, как выбрать окрасочный пистолет, поможет изучение его основных элементов. Любой современный краскопульт имеет три системы регулировки, к которым относятся:
- Регулятор факела, который позволяет выбрать оптимальную форму распыляемого пятна в процессе работы.
- Регуляция подачи воздуха необходима для того, чтобы мастер имел возможность настраивать выходное давление, или проще говоря, изменять силу, с которой краска будет вылетать из сопла.
- Регулятор хода иглы, или по-другому – открытия форсунки, предназначен для уменьшения или увеличения объема подаваемого лакокрасочного материала, а соответственно, для создания нужной толщины слоя.

Технические особенности эти трех элементов бывают разными, и в зависимости от этого выделяют различные системы распыления окрасочных пистолетов. Поговорим о них далее.
Типы систем распыления
Все предлагаемые на рынке краскопульты распределяются на семь категорий. Их классификация представлена в таблице.
Если вам нужен окрасочный пистолет высокого давления, то как видно из таблицы, следует выбирать краскопульты систем HP или HTE.
Категория краскораспылителей HVLP
Краскопульты HVLP (не HLVP!) характеризуются большим объемом и низким давлением. Они были разработаны в 80-е годы прошлого века, и одной из целей их создания явилась минимизация нанесения вреда окружающей среде.
Устройство воздушных каналов в окрасочных пистолетах системы HVLP предусматривает перенос без потерь на рабочую поверхность минимум 65% распыляемого материала.

Такой эффект объясняется высоким уровнем давления на входе – 2,5-3 атм. – и низкому его показателю на выходе – около 0,7 атм. Получается, что в процессе эксплуатации краскопультов типа HVLP в воздухе теряется около 25-35% краски или лака.
Но забота об окружающей среде – не единственное качество таких краскораспылителей. Преимуществом системы HVLP (которую по ошибке иногда называют HLVP) является весомая экономия лакокрасочного материала, достигаемая благодаря небольшой скорости полета краски на выходе. Из-за этого образуется меньше тумана, однако распылять материал при этом необходимо на близком расстоянии – не дальше 15 см.
Плюсы и минусы окрасочных пистолетов HVLP сведены в таблицу.
К недостаткам также стоит отнести малую дальность дистанции при распылении краски.

Система окрасочных пистолетов LVLP
Работа краскопультов LVLP основана на низком давлении и невысоком объеме. Это относительно новая разработка, которая сочетает в себе нечто среднее между системами HVLP и HP.
При распылении краски из окрасочного пистолета LVLP входное давление составляет 1,5-2 атм., а на выходе оно падает до 0,7-1,2 атм. Эффективность переноса лакокрасочного материала на рабочую поверхность – более 65%. Расход воздуха значительно меньше, чем в системе HVLP, и составляет 150-350 л в минуту.
Также краскопульт LVLP можно держать на расстоянии 25-30 см от окрашиваемой детали, благодаря чему становится легче обрабатывать труднодоступные зоны кузова.
Недостатки у данной категории окрасочных пистолетов отсутствуют, а из достоинств можно добавить низкую чувствительность инструмента к перепадам давления компрессора.

Дополнительная информация
Различаются краскопульты и по способу подачи краски на распылитель. Материал может подаваться либо из бачка, входящего в конструкцию пистолета, либо через шланг, увеличивающий давление и прикрепляемый к краскораспылителю.
Системы распыления RP, LVMP, MP, HTE в отличие от LVLP и HVLP, используются в обычных гаражных условиях реже. Однако и среди них есть достойные варианты, например, категория краскопультов RP, обеспечивающая идеально ровное и тонкое покрытие без разводов.
Профессионалы обычно не ограничиваются каким-либо одним типом окрасочного пистолета, и в их арсенале есть как минимум три разных инструмента. Что касается частных гаражных работ, то для этого оптимальным вариантом является краскопульт LVLP.
При покупке оборудования для покраски авто не забывайте, что показатель потребления воздуха выбранного краскопульта не должен быть выше производительности компрессора.

Также полезно знать про размер, а точнее, диаметр, сопла, который измеряется в миллиметрах и различен для разных материалов:
- база «металлик» – 1,2-1,3;
- акриловый грунт 2к – 1,4-1,5;
- жидкая шпатлевка – 1,7-2;
- акриловый лак и краска – 1,4-1,5.
Для начинающего гаражного мастера можно взять пистолет с дюзой 1,4 мм. Такой диаметр является универсальным для новичков, с ним можно распылять грунт, если добавить в него немного больше растворителя. А лучше всего приобрести комплект игл и сопл разных размеров и использовать на одном краскопульте в зависимости от потребности.
Во время покраски также поглядывайте на входной манометр для контроля уровня давления сжатого воздуха. Если окрасочный пистолет нужен для редких работ или вовсе, покраски дисков или пары кузовных деталей, то для начала можно остановить свой выбор на одном из скромных по цене китайских краскопультах, среди которых есть немало достойных вариантов.
Какие бывают типы краскопультов?
Среди способов нанесения лакокрасочных материалов (контактный, распыление, окунание, облив, лаконалив, экструзия) – распыление наиболее широко распространённый, не только в секторе «сделай сам» (DIY) и отрасли авторемонта (ART), но и в автомобильной промышленности (OEM).
Распыление — это метод переноса жидких лакокрасочных материалов (ЛКМ) на окрашиваемую поверхность в виде аэрозоля. Различают несколько способов распыления: воздушный, безвоздушный, комбинированный и в электростатическом поле.
Мы, прежде всего, будем говорить о воздушном распылении, процесс которого, в свою очередь делится на два этапа: разбивка ЛКМ и формирование формы факела. Этот процесс, обеспечивает высокую скорость и качество работ, а стремление снизить непродуктивный расход материала, улучшить декоративные качества получаемого лакокрасочного покрытия, в свою очередь, приводят к появлению новых, более совершенных технологий распыления, нового, более совершенного, экологичного и экономичного оборудования.Величина давления сжатого воздуха в распыляющей головке, определяет тип окрасочной системы, основными из которых являются:
1. CONV — конвенциональная система — распыление производится при высоком давлении сжатого воздуха в распыляющей головке 2-3 бар;
2. HVLP (High Volume / Low Pressure – большой объем / низкое давление) — распыление производится при низком давлении в распыляющей головке: 0,7 бар;
3. Оптимизированные системы распыления:
- LVLP (Low Volume / Low Pressure — низкий объём / низкое давление) — распыление производится при давлении в распыляющей головке: 0,7-1,2 бар.
- HTE (High Transfer Efficiency – высокая эффективность переноса) — распыление производится при среднем давлении в распыляющей головке: 1,2-1,3 бар.
- LVMP (Low Volume / Middle Pressure — низкий объём / среднее давление) — распыление производится при среднем давлении в распыляющей головке: 1,6 бар.
Читать еще: Эмблемы машин и их названия

Общим, для этих типов окрасочных систем, является то, что сжатый воздух, проходя через распыляющую головку окрасочного пистолета, формирует окрасочный факел, до мельчайших капель разбивая ЛКМ и образуя воздушно-капельную дисперсию (аэрозоль).
Аэрозоль, в составе факела, переносится на окрашиваемую поверхность и осаждается на нее, тем самым, создавая лакокрасочное покрытие.При этом следует учитывать, что большинство микрокапель не долетают до окрашиваемой поверхности, а образуя окрасочный туман, оседают, где то за её пределами, приводя, к значительному увеличению непродуктивного расхода ЛКМ. Поэтому, основным направлением совершенствования пневматического окрасочного оборудования является повышение коэффициента переноса ЛКМ на поверхность. От этого зависит не только экономичность подобного метода окраски, но и экологичность процесса, т.к. работы ведутся синтетическими сольвентными красками с высоким содержанием растворителей.
А началось все в России, где первый воздушный распылитель был изобретен в конце XIX века.
Июньским вечером 1893 года, Наум Рович, руководитель одной из текстильных мануфактур, продемонстрировал владельцу мануфактуры, известному русскому промышленнику, Савве Морозову громоздкое устройство, выполненное из листовой оцинкованной стали посредством гнутья и пайки…
Изначально, приспособление предназначалось для увлажнения тканого полотна перед нанесением красителя. Уже спустя пару месяцев такими устройствами были оснащены все Морозовские мануфактуры, а еще через полгода их стали применять и для нанесения красителя на ткань через трафарет.
Но сам принцип пневматического распыления, в 1888 году, разработал скромный врач-отоларинголог из штата Огайо, Аллен Девилбис. Знакомый с основными постулатами гидро- и аэродинамики, он впервые применил этот принцип для более эффективного лечения пациентов жидкими лекарствами.
Его сын, Томас, нашел новое применение изобретению отца, при этом в значительной степени усовершенствовав ингалятор, использовавшийся исключительно в медицинских целях. Так в 1907 г. появился первый ручной краскопульт, который как нельзя лучше подходил для начавшей успешно развиваться новой отрасли промышленности — автомобилестроения. С его помощью значительно повысилась эффективность процесса окраски. Качество получаемого лакокрасочного покрытия, как с декоративной, так и с прикладной точки зрения (износостойкость, прочность и т.д.) стало, по оценкам современников, значительно лучше.
Рассмотрим подробнее три основные системы пневматического нанесения ЛКМ.
Конвенциональная система.
Довольно долгое время, на протяжении почти всего XX века, пневматические окрасочные пистолеты были представлены краскопультами высокого давления конвенционального типа, с входным давлением примерно 3-4 бар.
Систему высокого давления, ещё называют «прямой». Это обусловлено тем, что давление на входе в окрасочный пистолет примерно равняется давлению на выходе из распыляющей головки.
Эти окрасочные пистолеты характеризовались незначительным потреблением сжатого воздуха, хорошим качеством распыления лакокрасочного материала и однородностью окрасочного факела, обеспечивая хороший распыл, о котором до сих пор с умилением вспоминают маляры старшего поколения.
Любой компрессор, помимо основной характеристики — выходного давления, имеет еще одну, и очень важную, которую обязательно надо учитывать при выборе оборудования — это производительность, т. е. способность прокачивать через себя определенное количество сжатого воздуха.
Пистолеты высокого давления конвенционального типа предъявляли очень скромные требования к производительности компрессора, что устраивало как самих маляров, так и хозяев автосервисных предприятий, поскольку для их продуктивной и стабильной работы требовалось мало сжатого воздуха (примерно 300 л. в минуту), а, следовательно, и не особенно мощные компрессоры.
Но краскопульты конвенционального типа имеют один существенный недостаток: невысокий коэффициент переноса ЛКМ, в среднем 30-35% (хотя, в зависимости от амбиций производителей подобного оборудования, заявляемые характеристики иной раз доходили и до 45%, но в любом случае это очень мало).
Для увеличения коэффициент переноса, в краскопульт подаётся воздух высокого давления. Это, в свою очередь, породило противоположный эффект: капельки лакокрасочного материала, под большим давлением вылетают из сопла пистолета и с высокой скоростью, ударяются об окрашиваемую поверхность, отскакивают от нее, увеличивая непродуктивный опыл.
Да и конструкция воздушной головки имеет недостатки, влияющие на эффективность работы.
Два этих фактора и приводят к значительным потерям лакокрасочного материала при окраске.
Система HVLP.
При работе конвенциональным краскопультом высокого давления, в больших объёмах образуется окрасочный опыл, что, по мнению природоохранных организаций, приводит к загрязнению атмосферы.
Поэтому, введение в начале 80-х гг. прошлого столетия новых, более жестких законов, касающихся защиты окружающей среды, вынудило производителей окрасочного оборудования разработать более совершенный с экологической точки зрения окрасочный пистолет.
Им стал приборсистемы HVLP распыляющий лакокрасочный материал при давлении, примерно, 0,7 бар на выходе из краскопульта.Внутреннее устройство окрасочного пистолета таково, что если мы при помощи манометра, на входе выставим рабочее давление 2 бар, то на выходе гарантированно получим 0,7 бар (при условии исправности окрасочного краскопульта).
За счёт низкого давления сжатого воздуха, достигается высокий коэффициент переноса лакокрасочного материала на окрашиваемую поверхность (от 60 до 70%), а также, формируется однородный факел.
Уменьшить давление воздуха в распыляющей головке, удалось за счет изменения её конструкции. Выходные отверстия стали гораздо больше, чем у конвенциональных пистолетов высокого давления, да и диаметр самих воздушных каналов внутри пистолета увеличился.Но увеличение коэффициента переноса увеличило и риск образования подтеков. Поэтому при работе с оборудованием данного типа надо четко следовать рекомендациям производителя.
Другим недостатком системы, стали возросшие требования к производительности компрессора, установленного на малярном участке. Это и понятно: маломощный компрессор с полноценным обеспечением необходимым объёмом воздуха, краскопульта HVLP явно не справится. Как результат — потеря цветового оттенка, невысокое качество окраски, и другие негативные моменты.
В любом деле важен этап подготовки, тем более, когда дело касается нанесения лакокрасочных материалов. Для того чтобы компрессором, в окрасочный пистолет, подавался подготовленный для использования сжатый воздух, на пневмолинии, обязательно должен стоять фильтрующий модуль, состоящий из фильтра грубой очистки, влаго – масло — отделителя, и заменяемого фильтра тонкой очистки.
Правильная и эффективная работа этих фильтров крайне важна, т.к. окрасочные пистолеты системы HVLP чувствительны к перепадам давления, которые, сильно влияют на однородность факела и, соответственно, на результат окраски.
Также, краскораспылители системы HVLP, характеризуются низкой скоростью работы.
Но как бы там, ни было, плюсов у окрасочной системы HVLP все равно намного больше, и они значительно существеннее, чем минусы.
Главное – это значительное снижение образования окрасочного опыла, приводящее к экономии до 30 % лакокрасочного материала!
Если, например, на окраску крыла ВАЗ-2109 при использовании конвенционального пистолета высокого давления в среднем уходило 200 — 250 г лакокрасочного материала, то применение окрасочного пистолета HVLP снижает это количество до 100 — 150 г, (конечно, многое зависит, от качества материла, мастерства маляра и укрывистости автомобильной эмалевой краски.)
Среди краскопультов HVLP, наибольший интерес вызывает профессиональный пистолет компании WALMEC — GENESI TOP LINE GEO.
Этот краскопульт имеет особую, запатентованную конструкцию распыляющей головки, где крышка головки имеет увеличенное число воздушных отверстий, а сопло — чашевидную форму с 6 отверстиями предварительного распыления. Такая конструкция позволяет осуществить двойную разбивку лакокрасочного материала. Предварительно, внутри сопла, краска, разбивается на микро капли, затем, воздушный поток разбивает аэрозоль ещё раз на более мелкие капли.
В результате, формируется облако краски с размером частиц от 30 до 60 мкм, что при выходном давлении 0,7 бар, значительно повышает качество окраски, даже при распылении вязких лакокрасочных материалов.
Читать еще: Таблица давления в шинах лада гранта
Оптимизированные системы распыления: системы LVLP, HTE и LVMP и др.
Окрасочные пистолеты конвенциональной системы распыления и окрасочные пистолеты системы HVLP, наряду с положительными моментами, характеризующими их, имеют и достаточно слабых сторон.
Попыткой совместить позитивный опыт, накопленный при эксплуатации этих приборов, стала оптимизированная технология распыления лакокрасочных материалов при среднем давлении сжатого воздуха. У разных производителей это – LVLP, HTE, LVMP, RP, TRANSTECH и т.д.
В связи с этим, главной особенностью окрасочных пистолетов оптимизированных систем,стало сочетание преимуществ конвенциональной и HVLP систем — низкого расхода воздуха и высокого коэффициента переноса материала (более 70%).
Это позволило существенно снизить зависимость окрасочных пистолетов от давления сжатого воздуха в воздушной магистрали — краскопульты оптимизированных систем малочувствительны к перепадам давления в системах подачи воздуха.
Претерпела изменение и конструкция внутренних воздушных каналов, в результате чего, давление воздуха в распыляющей головке увеличилось до 1,2…1,6 бар, при рабочем давлении краскопульта от 1,6 до 2.3 бар у разных производителей.
Потребление сжатого воздуха существенно снизилось, что привело к ослаблению технических требований, предъявляемых к воздушным магистралям и компрессорам, но, ни как не отразилось на стабильности и однородности факела, и как следствие — на качестве окраски.
Для большей наглядности, производители окрасочного оборудования, придерживаются единой цветовой маркировки, которая наносится на крышку воздушной головки и регулировочные винты краскопульта:
- белый (серебристый) цвет – CONV — конвенциональный тип;
- зелёный – система HVLP;
- синий – система LVLP, LVMP.
У краскопультов компании WALMEC, синим цветом маркируется, система двойного распыления HVLP GEO, а чёрным — HTE.
Оптимизированные системы, каждый производитель окрасочного оборудования разрабатывал совершенно независимо, на основе своих запатентованных технологий:
- RP –SATA (Германия);
- TRANSTECH –DeVILBISS (Великобритания);
- HTE — WALMEC (Италия);
- LVMP – AURITA (Тайвань) и др.
Краскопульты низкого (HVLP) и пониженного (LVLP) давления
Краскопульты HVLP и LVLP, что это такое?
Краскопульты низкого (HVLP) и пониженного (LVLP) давления (HVLP- High Volume Low Pressure – большой объем низкое давление, LVLP – Low Volume Low Pressure – малый объём низкое давление) могут обеспечивать почти такое же качество лакокрасочного покрытия, как и обычное пневматическое распыление.
Давление распыления на воздушной головке соответствует значению всего 0,7 атм. для пистолетов HVLP и около 1,2 атм. для пистолетов LVLP (на входе в пистолет давление до 2,5 и до 4 атм. соответственно).
Благодаря особой конструкции распылителя пистолеты систем HVLP и LVLP позволяют существенно снизить потери ЛКМ за счёт уменьшения образования окрасочного тумана.
Принцип работы краскопультов низкого (HVLP) и пониженного (LVLP) давления
По внешнему виду пистолеты системы HVLP и LVLP похожи на обычные пистолеты воздушного распыления, однако в воздушной головке происходит понижение давления за счет большего диаметра каналов.
Оптимизация подачи воздуха при распылении позволяет получить капельки малого размера и равномерно распределить их внутри факела, несмотря на низкое давление.
Какой расход воздуха при использовании пистолета HVLP?
Расход воздуха при использовании пистолета HVLP увеличен и может достигать 30 куб.м/ ч. Пистолеты HVLP подходят для распыления ЛКМ с вязкостью до 30 с по DIN 4.
Какое расстояние от сопла до окрашиваемой поверхности при использовании пистолета HVLP?
Из-за низкой скорости воздуха, переносящего лакокрасочный материал, пистолет HVLP нужно держать ближе к окрашиваемой поверхности (на расстоянии 15-20 см вместо 20-25см).
Окрашивание при этом становится более аккуратным и больше материла ложится на изделие.

За счёт чего происходит снижение потерь материала на туманообразование краскопультов HVLP и LVLP ?
Снижение потерь материала на туманообразование достигается прежде всего за счет того, что частички материала, распыленные при низком давлении сжатого воздуха, имеют невысокую скорость и образуют “мягкий” окрасочный факел.
Низкая скорость воздуха снижает «отбой» лакокрасочного материала от окрашиваемой поверхности, что также ведёт к уменьшению образования лакокрасочного тумана.
Поскольку скорость воздуха, транспортирующего лакокрасочный материал к поверхности, снижается, то уменьшается и турбулентность во внутренних углах и фрезерованных участках. Это означает, что можно более равномерно нанести лакокрасочный материал в этих критических точках.
Лакокрасочный туман состоит из микрокапелек, которые высыхают в воздухе и затем оседают на свежеокрашенную поверхность, оставаясь в жидкой лакокрасочной пленке в виде инородных тел.
Поэтому уменьшение образования лакокрасочного тумана означает также более гладкую поверхность и покрытие лучшего качества. Это означает и более здоровую атмосферу на рабочем месте. Оборудование также остается более чистым.
Какие недостатки системы HVLP?
К недостаткам системы HVLP можно отнести меньшую производительность (около 200 г/мин при обычных условиях) и большой расход сжатого воздуха.
Кроме того, пистолеты HVLP не обеспечивают достаточного распыления ЛКМ с вязкостью более 25 сек. В34.
Отличие пистолетов LVLP от HVLP
Пистолеты LVLP представляют собой промежуточную модификацию с давлением воздуха на выходе меньшим, чем у обычных пистолетов, но большим, чем у HVLP.
Пистолеты серии LVLP становятся все более популярными среди производителей мебели, окон и фасадов. Эти пистолеты в большинстве случаев обеспечивают требуемую производительность и заметно превосходят традиционные пистолеты по эффективности переноса ЛКМ.

Широкий диапазон регулировок обеспечивает универсальность применения и дает возможность использовать эти пистолеты для различных видов работ. Обычная производительность маляра при работе таким пистолетом с верхним бачком выражается величиной 30-50 м2 площади отделываемой поверхности в смену.

Традиционный краскопульт
Традиционные пистолеты подходят для нанесения ЛКМ с вязкостью до 40 с по DIN 4. К сожалению, использование традиционных пистолетов приводит к повышенному образованию тумана и перерасходу ЛКМ.
Как происходит покраска при использовании краскопультов HVLP и LVLP
На рисунке А показано как воздушный поток выходя из форсунки образует перед ней зону (на схеме 2) смешивания с лакокрасочным материалом, который поступает из отверстия форсунки под номером 1 на схеме. При смешивании, краска разделяется на мелкие капельки.
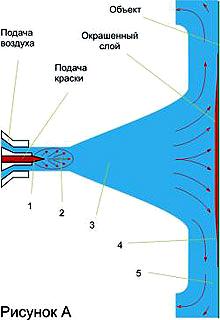
Известно, что чем больше давление и поток воздуха, то тем меньше будет размер капелек ЛКМ. На пути к окрашиваемому объекту (на схеме номер 3) размер капелек лакокрасочного материала не меняется.
Чем больше размер капелек, тем большей энергией движения они обладают, но при этом сохраняя направление своего движения, даже при изменении направлении воздушного потока у основания окрашиваемой поверхности (на рисунке зона 4).
Если размер капелек будет меньше оптимальной, то они будут обладать такой малой энергией движения, что уйдут в вентиляцию вместе с воздухом в виде тумана, превращаясь в переработанный воздух (зона 5).
При использовании краскопульта системы LVLP с краской в зоне смешивания 2 (на рисунке В) при нанесении краски образуется тонкокапельная струя с высокой начальной скоростью, которая далее распадется на мелкие капельки. При движении капельки несколько раз распадаются на более мелкие капельки, при этом увеличивается скорость и сохраняется направление движения капелек.
Читать еще: Тест драйв ниссан скайлайн
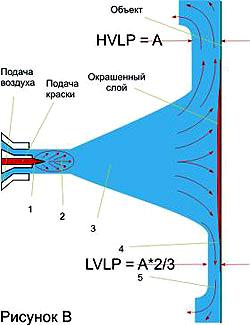
По причине пониженного расхода воздуха уменьшается объем зоны изменения направления воздушного потока (на рисунке зона 4). Поэтому, большее количество капель попадает на поверхность, снижается потеря краски.
Возле окрашиваемой поверхности капельки ЛКМ двигаются с очень высокой скоростью, попадая в зону изменения движения потоков воздуха, продолжают двигаться по прямой. В результате чего был достигнут уровень переноса лакокрасочного материала до уровня 75-85%, в системе HVLP(60-70%). На рисунке видно, что толщина зоны 5 в системе LVLP на две трети меньше. Поэтому, уровень перераспыла значительно снижается, что позволяет сократить расходы на краску.
Отличие LVLP краскопульта от HVLP

Среди большого выбора в продажной сети предлагаемых моделей распыления лакокрасочных покрытий технологий HVLP и LVLP краскопульт очень тяжело выбрать без особых навыков и теоретических знаний.

Чтобы купить правильный и нужный пульверизатор для покраски автомобиля, пользователю необходимо знать особенности, преимущества и отрицательные стороны каждого из них, какой из них лучше, для работы какого вида предназначен.
Одни ориентируются на отзывы друзей и знакомых, другие читают полезную, информативную литературу о распылителях краски.
С целью помочь разобраться, какой краскопульт выбрать и купить для нанесения красящего состава на автомобиль, необходимо детально ознакомить пользователя с этими устройствами.

Широко распространенными и популярными моделями являются пневматические краскопульты технологий HVLP и LVLP.
Краскораспылители для профессионального использования
Пневматический краскопульт системы HVLP характеризуется высоким объемом при низком давлении. Такие пистолеты созданы в конце 80-х годов прошлого века. Их предназначение — защита окружающей среды.

Воздушный канал устройства имеет особое строение, из-за чего распыление краски осуществляется так: на выходе имеется низкое давление, почти 0,7 атм, а на входе — высокое, приблизительно 3 атм. Поэтому перенос материала составляет 70%. Остальное теряется в воздухе.
Кроме этого, пульверизатор HVLP на выходе имеет небольшую скорость полета краски или лака.

Это свойство является преимуществом данной модели, т. к. происходит экономия материала на выходе.
При этом образуется небольшое туманное облако, но состав распылять надо на близком расстоянии от обрабатываемой поверхности — не больше 15 см. Это главное отличие распылителя HVLP от LVLP-краскопульта.

Перед тем как купить данный пневматический распылитель для покраски авто, необходимо ознакомить пользователя с преимуществами и недостатками устройства.
Преимущества краскораспылителя HVLP:
- Высокая экономия краски, лака. На поверхность попадает почти 70%.
- Высокая производительность.
- Не наносит вред окружающей среде, образование малого туманного облака.
- Не оставляет мусора.

Недостатки краскопульта:
- Высокое потребление воздуха (свыше 360 л/мин). Из-за этого необходимо мощное и производительное компрессорное оборудование.
- Большой диаметр воздухопровода.
- Использование воздушного фильтра. При работе компрессора попадают водяные и масляные включения.
- Неудобство при нанесении на тяжело доступные места. Расстояние до обрабатываемой поверхности — не более 15 см.
- Необходимый уровень знаний маляра. При задержке нанесения материала возможны потеки и наслоения.
Краскораспылители для бытового использования

Краскопульт системы LVLP (ЛВЛП) считается профессиональным, покрасочным пульверизатором новейшей технологии, последней разработкой, которая вобрала в себя лучшие характеристики системы HVLP.
Краскопульты LVLP характеризуются низким объемом и невысоким давлением с гравитационной подачей для покраски разных поверхностей, в частности, автомобилей.
Распылитель хорош тем, что на выходе имеет давление не более 1,2 атм, а на входе — до 2 атм. Эффективность переноса краски составляет более 70%. Главное отличие от других систем — малый расход воздуха — до 200 л/мин.
Краскопульт работает лучше, чем другие распылители, на расстоянии 25-35 см от обрабатываемой поверхности, поэтому его применение дает возможность окрашивать труднодоступные места.
Преимущества краскораспылителей LVLP:
- Точность нанесения.
- Малое потребление воздуха.
- Высокая эффективность переноса материала.
- Широкий, равномерный факел распыления.
- Нет вибраций, турбулентных завихрений.
- Устойчивость к перепадам давления.
- Малое образование туманного облака.
- Высокая скорость работы.
- Высокая производительность.
Недостатков не выявлено.
Выбор краскопульта

Для того чтобы купить краскораспылитель, необходимо знать, для каких целей он будет предназначаться и с какой частотой использоваться. Если работа планируется эпизодично или начинающим автолюбителем, который самостоятельно хочет покрасить кузов машины, то подойдет универсальный краскопульт LVLP. Если он нужен для применения в профессиональных целях, то специалисты рекомендуют купить краскопульт HVLP.
При выборе устройства ориентируются на такие параметры:
- Объем бачка. У недорогих моделей объем бачка составляет 50 мл. В краскопультах с вместительными ресиверами до 600 мл характеристики намного выше.
- Расположение бачка. Емкость может находиться в 2 позициях: в верхней и нижней. При верхней — краска подается под силой земного притяжения. При нижней — создается всасывающая сила самого распылителя. Краскопульт с нижним бачком намного удобнее. Во время нанесения краски пистолетом можно варьировать, а также ставить его на стол.
- Мощность двигателя. При выборе моделей ориентируются на мощность до 1,3 кВт.
- Давление. В основном, оно составляет до 8 бар. При большем давлении компрессор отключается. Для более мощных и дорогих пульверизаторов давление доходит до 10 бар.
- Производительность. Главный показатель, на который надо обращать внимание. Для правильного выбора необходимо заявленную изготовителем производительность умножить на коэффициент 0,65. Ориентируясь на полученный результат, можно правильно подобрать компрессор.

В сравнении с технологией HVLP краскопульт LVLP выигрывает по многим показателям. Он более практичен, универсален, стоит сравнительно недорого. Купить его также не составляет труда в связи с распространенностью и широким применением.
Настройка краскопульта
После покупки устройства пользователь часто задается вопросом, как настроить краскопульт для качественной покраски.
Настройка краскораспылителей основана на 4 операциях:
- Подготовка краски. Данная процедура состоит в правильном разбавлении красящего состава растворителем или активатором, в подборе готового материала. В краску добавляют растворитель маленькими порциями, наблюдая за изменениями в составе, пользуясь мерной линейкой или отдельной емкостью. Во избежание риска и проблем проще купить готовую краску в оптимальных соотношениях с активатором.
- Регулировка размера факела. Необходимая ширина факела зависит от площади обрабатываемой поверхности. Для нанесения краски на маленькие участки устанавливают небольшую ширину факела, предварительно проверив работу на пробной поверхности. Для полной покраски авто устанавливают максимальную ширину.
- Настройка давления воздуха. Для грамотной настройки необходимо предварительно отрегулировать краскопульт путем нанесения коротких, пробных впрыскиваний с плавным наращиванием давления. Ориентируются по потекам, размерам и форме капель, уровню разбрызгивания. Если капли растекаются, а отпечаток большого размера, то давление очень низкое. При высоком давлении отпечаток нанесенного пробного материала имеет форму восьмерки. Если отпечаток напоминает грушу, банан, то это говорит о некоторых неисправностях в системе.
- Регулирование подачи красящего материала. Высокий уровень подачи не выставляют в самом начале работы. Иначе настроенный краскопульт не даст ожидаемых результатов и испортит обрабатываемую поверхность. Пониженный уровень подачи предпочтительнее, т. к. его можно будет увеличить по мере необходимости.

До переноса работ на авто лучше потренироваться на тестируемой поверхности и провести не один пробный эксперимент.
В таком случае пользователь сможет разобраться и с воздушной регулировкой, и с подбором давления для покраски автомобиля.
Выбор распылителя зависит от конкретной ситуации.